Gasaufbereitung und Analysensysteme
Die Übertragung und Aufbereitung einer Gasprobe ist bei allen gasanalytischen Anwendungen von großer Bedeutung. Das zu analysierende Gasgemisch befindet sich dabei entweder direkt in der Umgebungsluft oder in einem abgeschlossenen Prozess, der zu überwachen oder zu steuern ist. Das Gasmessgerät muss auf die jeweilige Aufgabe hin angepasst und mit einer entsprechenden Peripherie ergänzt werden. Diese Peripherie besteht zumeist aus Pumpen, Gasleitungen, Messgaskühlern, Flammensperren, Filtern usw., die unter dem Begriff Gasaufbereitung zusammengefasst werden. In Abb.1 ist ein solcher abgeschlossener Prozess, mit den unterschiedlichen Probenahme-Verfahren, dargestellt.
Grundsätzlich unterscheidet man zwei Möglichkeiten der Probennahme:
- 1. man bringt die Gasprobe zum Messgerät/Sensor (→extraktives Verfahren, off-line,..)
- 2. das Messgerät/Sensor wird zum Prozess/Gas gebracht (→ in-situ, in-line,..)
Beide Möglichkeiten werden in der Gasmesstechnik genutzt. Die einzelnen Verfahren haben jedoch Vor- und Nachteile, die für den jeweiligen Anwendungsbereich ausschlaggebend sind.
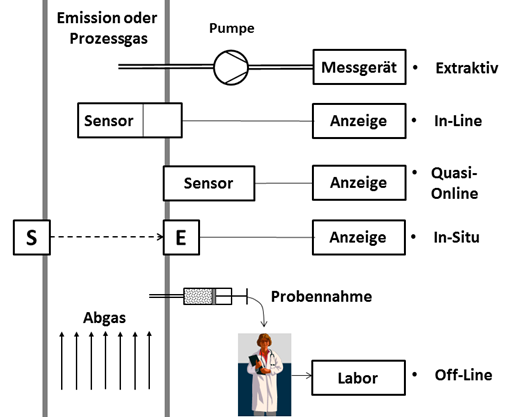
Abb.1 : Auswahl der Möglichkeiten einer Probennahme in der Prozessmesstechnik
Off-Line-Messung
Gasanalytische Untersuchungen lassen sich am besten in einem Labor durchführen, da die Randbedingungen für die Messung genau definiert sind. Die Genauigkeit lässt sich daher mit dieser Methode steigern. Weiterhin stehen im Labor verschiedene Messverfahren zur Verfügung, die nicht für eine Prozessgasanalyse geeignet sind und nur im Laborumfeld funktionieren. Diese Art der Laboranalyse wird häufig für Referenzmessungen genutzt, um die Prozessmessgeräte zu qualifizieren. Zu diesem Zweck muss die Gasprobe allerdings ins Labor gebracht werden. Dazu werden sogenannte Gasspeicher-Beutel eingesetzt, die eine bestimmte Gasmenge aufnehmen können. Die Beutel haben eine Kissenform und je nach Ausführungsform ein maximales Volumen von 0,1 Liter bis 200 Liter (s. Abb. 2).

Abb. 2: Gasspeicher-Beutel vom Typ Cali-5-Bond™ (Quelle: Dr.-Ing. Ritter Apparatebau GmbH & Co. KG, Bochum)
In-Situ-Verfahren
Bei dieser Methode wird ein Lichtstrahl durch das Messmedium geschickt. Der Einsatz von optischer Strahlung (IR/UV) hat den Vorteil, dass die Probe direkt in einer Prozessgasleitung (z.B. Pipeline) bzw. in einem Kamin (cross-stack) erfasst wird. Die Gaskonzentration wird in diesem Fall unter den realen Bedingungen (Druck und Temperatur), in Gegenwart einer mehr oder weniger hohen Wasserdampfkonzentration gemessen. Vorteilhaft ist bei dieser Methode, dass die Gasprobe direkt gemessen wird und keine Verfälschungen durch eine Probennahme auftreten. Problematisch ist allerdings, dass in der Probe auch andere Begleitstoffe enthalten sind, die einen störenden Einfluss (z.B. Querempfindlichkeiten) auf die Konzentrationsmessung ausüben können. Zusätzlich müssen die optischen Grenzflächen, bei der Einkopplung der Strahlung in den Messraum, mit einer entsprechenden Spülvorrichtung sauber gehalten werden. Diese Spüleinrichtungen sind hauptsächlich in staubbelasteten Abgasen (Kaminmessung) erforderlich, während staubfreie Gase (z.B. in einer Erdgas-Pipeline) keine Schutzvorrichtungen benötigen.
Eine alternative Möglichkeit besteht darin, die optische Messstrecke in einer gasdurchlässigen Schutzhülle (Sintermetall, Keramik) direkt in dem Abgas zu platzieren (Abb. 3). Mit dieser in-line-Messung wird eine aufwändige Spülvorrichtung überflüssig, da die Staubabscheidung durch die poröse Schutzhülle erfolgt. Ein weiterer Vorteil dieser Technik besteht darin, dass eine Überprüfung der Messeinrichtung mit Prüfgas und Nullgas unter realen Bedingungen (cR, pR, TR) möglich wird. Eine Belegung mit Staub auf der Außenwand der Schutzhülle kann durch eine kurzzeitige Luftspülung mit Überdruck wieder entfernt werden, so dass ein Zusetzen der Poren verhindert wird. Der Wartungsaufwand ist bei diesem Verfahren besonders niedrig.
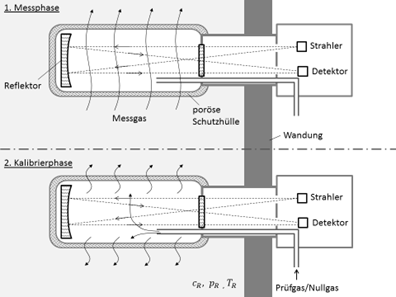
Abb. 3: Prinzipieller Aufbau einer optischen In-line-Messung. Während der Messphase (1.) kann das Prozessgas von außen über die poröse Schutzhülle in den Messraum hinein diffundieren. In der Kalibrierphase (2.) wird das erforderliche Nullgas und Prüfgas über eine Magnetventilsteuerung zugeschaltet. Die Gase strömen dann von innen nach außen, so dass in dieser Phase definierte Verhältnisse im Strahlengang vorliegen und eine entsprechende Kalibrierung der Messwerte erfolgen kann.
Neben den optischen Verfahren lassen sich aber auch andere Sensortypen mit dieser in-line Methode betreiben. Da die Temperaturbereiche bei dieser Methode sehr starken Änderungen unterworfen sind und zumeist auch auf einem hohen Niveau >80°C liegen, ist die Auswahl der möglichen Sensoren jedoch beschränkt. Eine vielfach genutzte Messtechnik ist der Einsatz von Festelektrolytsensoren (z.B. ZrO2-Sonde), die kaum Einschränkungen hinsichtlich der Umgebungstemperatur TR haben. Insbesondere die Sauerstoffmessung lässt sich mit dem in-line Verfahren sehr gut realisieren.
Extraktive Verfahren
Häufig wird das Messgas allerdings aus dem Prozess entnommen und den entsprechenden Messgeräten über Gasleitungen zugeführt. Vorteilhaft ist bei dieser extraktiven Methode, dass es keine Einschränkungen hinsichtlich der zur Verfügung stehenden Messverfahren gibt. Die Messgeräte arbeiten im Regelfall bei Umgebungsbedingungen, die auf die jeweilige Messaufgabe angepasst werden können. Im Extremfall werden die Messgeräte in klimatisierten Messwarten platziert, in denen immer konstante Bedingungen vorherrschen. Um die Vorteile der extraktiven Methode nutzen zu können, muss das Probengas allerdings entsprechend aufbereitet werden. In Abb. 4 ist eine typische Anordnung der Komponenten einer Gasaufbereitung von der Entnahmestelle bis zum Gasanalysator dargestellt.
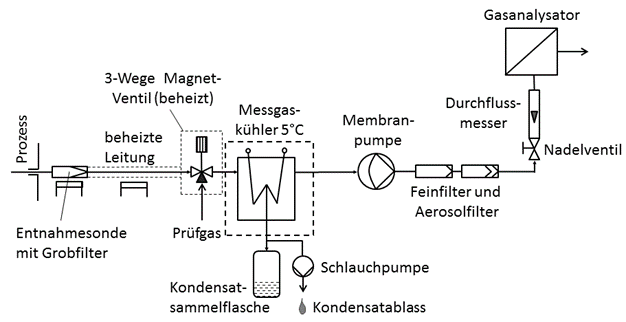
Abb. 4: Typisches Gasfluss-Schema einer extraktiven Probenaufbereitung mit einem Gasanalysator am Ende des Systems.
Entnahmesonde
Das zu messende Gas wird aus dem Prozess über eine Entnahmesonde abgesaugt. Im einfachsten Fall besteht diese Sonde (Lanze) aus einem dünnen Edelstahlrohr (z.B. 6 mm Innendurchmesser), das über eine Flanschverbindung in den Gasraum (z.B. Abgaskanal, Prozessgasleitung,..) hineinragt. Um Kondensationen zu verhindern, werden diese Entnahmesonden zumeist, oberhalb des zu erwartenden Taupunktes des Messgases, elektrisch beheizt. Zusätzlich wird in dieser Sonde dann auch gleich ein Grobfilter eingebaut, das für eine Vorfilterung sorgt. In Abb. 5 ist eine solche Gasentnahmesonde dargestellt.
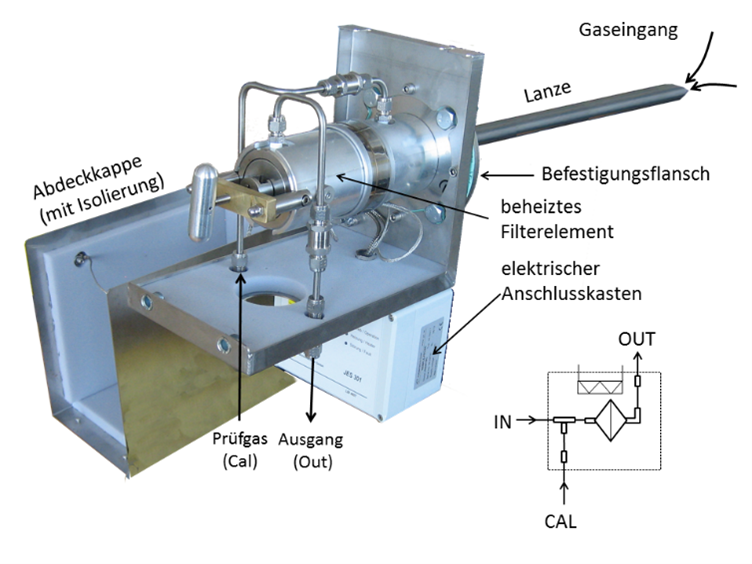
Abb. 5: Beheizte Gasentnahmesonde mit einem integrierten Filterelement. Zusätzlich besteht bei diesem Aufbau die Möglichkeit Prüfgas über das Sondensystem einzuspeisen (Quelle: JCT Analysentechnik GmbH, Wiener Neustadt/Österreich).
Gasleitung
Der Ausgang der Gasentnahmesonde wird mit einer Gasleitung verbunden, die in der Regel aus einem dünnen Schlauch (z.B. 4 mm Innendurchmesser) besteht. Als Schlauchmaterial wird zumeist Viton® (FKM, FPM) eingesetzt, dass eine ausreichende chemische Beständigkeit aufweist und trotzdem flexibel verlegt werden kann. In der chemischen Verfahrenstechnik wird hingegen Teflon bevorzugt, das noch beständiger ist als Viton. Für Reinstgasanwendungen oder Messungen unter hohem Prozessgasdruck kommt dann nur noch eine aufwendige Edelstrahlverrohrung in Frage.
Um auch eine Kondensation von Wasserdampf in der Gasleitung zu verhindern, wird der Schlauch zusätzlich elektrisch beheizt und ggf. auf eine konstante Temperatur geregelt. Der gasführende Innenschlauch hat in der Regel auch einen Innendurchmesser von ca. 4mm. Die erforderliche Heizwicklung wird entweder direkt um den Schlauch gewickelt oder es wird noch eine Zwischenschicht (z.B. Metallgewebe) eingebracht. In Abb.6 ist die Gesamtansicht einer solchen Leitung zu sehen.
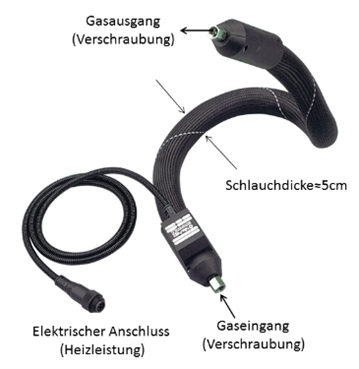
Abb. 6: Gesamtansicht einer beheizten Gasleitung (Quelle: JCT Analysentechnik GmbH, Wiener Neustadt/Österreich).
Messgaskühler
In einer weiteren Aufbereitungsstufe wird das Messgas auf eine konstante Temperatur TK heruntergekühlt, um einen definierten Wasserdampftaupunkt zu erreichen. Der Feuchtigkeitsgehalt der Gasprobe kann dabei sehr stark variieren. In Abb. 7 ist die maximale H2O-Konzentration des Messgases in Abhängigkeit von der Temperatur dargestellt. In diesem Beispiel hat das Messgas bei einer Temperatur von 46°C eine relative Feuchte von 33,3%. Kühlt sich das Messgas, nach der Entnahmesonde, im Schlauch auf unter 24°C ab, beginnt der Kondensationsvorgang an irgendeiner Stelle im Schlauch und es bilden sich Wassertröpfchen, die den Gasdurchfluss behindern. Weiterhin können sich in diesen Wassertropfen auch Gasbestandteile lösen, die dann in der Gasanalyse fehlen und somit geringere Konzentrationswerte anzeigen (Minderbefunde). Aus diesem Grund muss eine Taupunktunterschreitung an einer definierten Stelle, innerhalb der Probenaufbereitung, stattfinden, um diese negativen Einflusseffekte zu unterbinden. Eine Kondensation im Schlauch würde zu einer großen Kontaktfläche, zwischen dem kondensierten Wasser und dem sich lösenden Gas, führen und den Lösungsvorgang begünstigen.
Da der Wasserdampf auch einen Einfluss auf die Gasmessung (→ Querempfindlichkeiten) haben kann, sollte der Taupunkt (TP) nach dem Kühlvorgang möglichst niedrig sein. Wasser gefriert aber bei einer Temperatur unter 0°C. Als Kompromiss hat sich in der Gasmesstechnik ein Wert oberhalb des Gefrierpunktes bei TK=5°C etabliert.
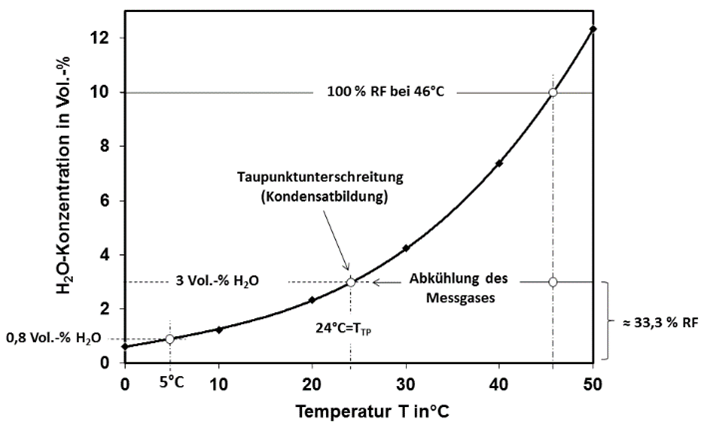
Abb. 7 : Kondensatbildung bei einer Taupunktunterschreitung durch Abkühlen des Messgases in einem Kühler
Gerätetechnisch wird diese Kühlung entweder mit einem Peltierkühler oder bei höheren Kühlleistungen mit einem Kompressorkühler durchgeführt. Peltierkühler werden für kleine Probengasvolumina bevorzugt, da sie preiswerter sind und auch eine längere Standzeit haben.
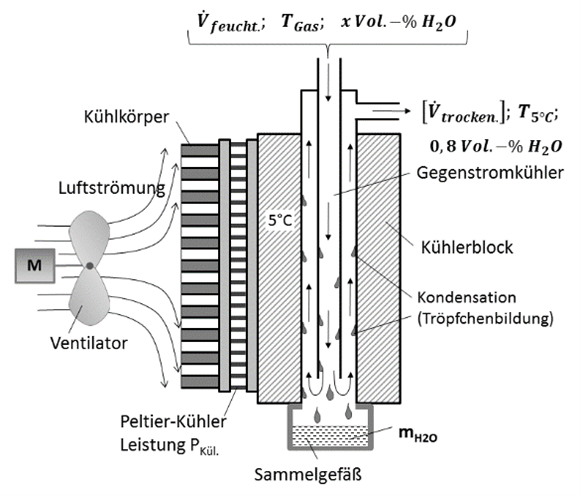
Abb.:8 Messgaskühler mit einem Peltierelement unter Ausnutzung einer zusätzlichen Gegenstromkühlung.
In Abb. 8 ist ein solcher Messgaskühler im Querschnitt dargestellt. Das feuchte Messgas gelangt von oben in den Kühlbereich hinein, der je nach Ausführungsform aus Glas, Kunststoff (PVDF) oder Edelstahl bestehen kann. Die Kühlung wird von außen in den Kühlbereich übertragen, so dass das Kondensat bevorzugt an den kältesten Stellen ausfällt. Durch die Schwerkraft sammelt sich das Kondensat dann in einem Behälter unterhalb der Kühlzone. Wird das gesamte Messgas auf 5°C herunter gekühlt, befinden sich noch max. 0,86 Vol.-% Wasser (Restfeuchte) hinter dem Kühler in der Gasphase. Wichtig für eine effiziente Kühlung ist die gute thermische Ankopplung des Kondensationsgefäßes mit der Kühlfläche des Peltierelementes. Weiterhin muss die Verlustleistung des Peltierelementes auf der Warmseite effizient abgeführt werden. Dazu wird die Warmseite mit einem Kühlkörper versehen, der zusätzlich über einen Ventilator die anfallende Wärme aus dem Kühlgerät transportiert. Das Peltierelement kann jedoch immer nur eine bestimmte Temperaturdifferenz ∆T gegenüber der Umgebungstemperatur TU sicherstellen. Befindet sich der Kühler z.B. in einem Raum mit einer Temperatur Tu>20°C nimmt die Kühlleistung linear mit der Umgebungstemperatur ab und erreicht bei 40°C nur noch 1/3 der ursprünglichen Kühlleistung.
Weiterhin wird die Kühlleistung durch das Messgas beeinflusst. Sowohl die Eingangstemperatur TME des Messgases in den Kühler als auch die Gasmenge mgas , die auf 5°C heruntergekühlt werden muss, sind durch die Kühlleistung limitiert.
Mit steigendem Volumenstrom V muss der Messgaskühler also eine immer größere Wärmeleistung Pgas zur Verfügung stellen, um das Messgas auf die geforderten 5°C herunter zu kühlen. Wird der Volumenstrom V ̇ zu groß, kann der Kühler, bei einer vorgegebenen Kühlleistung, die Temperatur von 5°C nicht mehr gewährleisten und der Kühler verlässt den Regelbereich. In Abb. 9 ist die Taupunkttemperatur in Abhängigkeit von dem Messgasdurchfluß (Volumenstrom) dargestellt. Man erkennt deutlich, dass dieses Verhalten auch von der Materialwahl des Kondensationsgefäßes abhängt. Der Edelstahlbehälter hat, aufgrund der besseren Wärmeleitung, ein günstigeres Verhalten in diesem Grenzgebiet als der Glasbehälter. Ein kompletter Messgaskühler mit zwei separaten Kühlkreisläufen ist in Abb. 10 zu sehen.
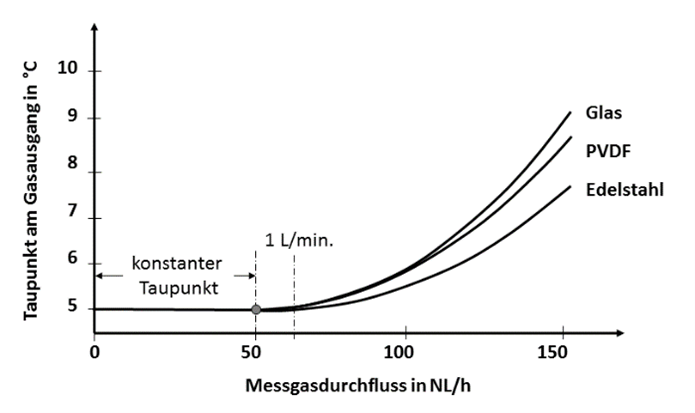
Abb. 10: Peltierkühler mit zwei getrennten Gaskanälen (Quelle: M&C TechGroup GmbH Ratingen)
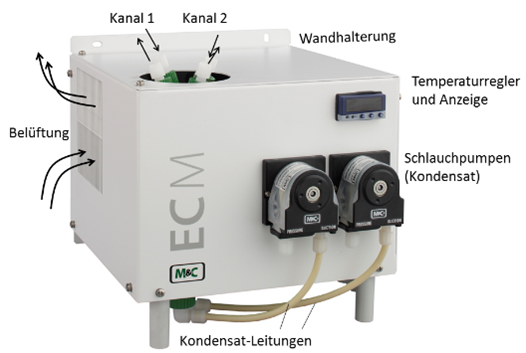
Abb. 9: Taupunkttemperatur am Ausgang des Kühlers für einen Eingangstaupunkt von 50°C für unterschiedliche Gasdurchflüsse1.
Gastrocknung
Eine weitere Möglichkeit der Trocknung ist der Einsatz einer wasserdampfdurchlässigen Membrane. Für die Gasmesstechnik hat sich Nafion®2 als Membranmaterial etabliert.
Dieser Stoff nimmt spontan Wasser aus der Gasphase auf, wobei jede Sulfonsäuregruppe bis zu 13 Wassermoleküle binden kann. Die Sulfonsäuregruppen bilden innerhalb des Polymers Ionenkanäle, durch die Wassermoleküle transportiert werden können3. In Abb. 11 ist der Aufbau einer Messgastrocknung mit einer Nafion® Membrane dargestellt. Aus praktischen Erwägungen werden dünne Röhrchen genutzt, die eine große Oberfläche haben und somit eine effiziente Trocknung gewährleisten. Weiterhin können diese Röhrchen zu einem Rohrbündel zusammengeschlossen werden, was die Trocknung größerer Volumenstrome zulässt (s. Abb. 12 ) . Das zu trocknende Messgas wird durch diese Röhrchen geleitet, während im Gegenstrom ein Trockengas (z.B. Pressluft oder N2) eingespeist wird.
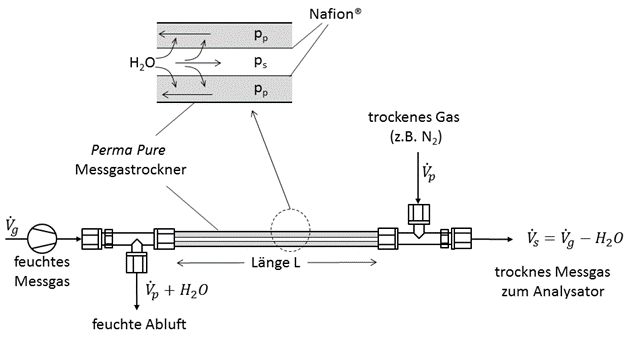
Abb.11: Anordnung eines Gastrockners mit externem Trockengas (z.B. Stickstoff)
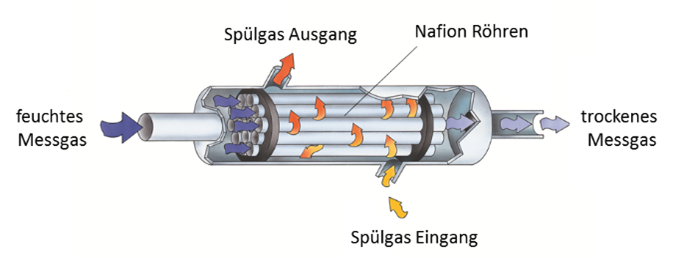
Abb.12 Aufbau eines Gastrockners auf der Basis von Nafion-Röhren, die zu einem Bündel zusammengeschaltet sind und somit eine wesentlich größere Diffussionsfläche aufweisen. (Quelle : ansyco GmbH Karlsruhe).
Das Trockengas nimmt dann den Wasserdampf aus dem Messgas auf und transportiert ihn aus dem System. Das Trocknungsgas enthält daher am Ausgang die gesamte Wassermenge, die dem Messgas vorher entzogen wurde. Eingangsseitig muss allerdings eine Kondensation (Taupunktunterschreitung) verhindert werden, da ansonsten der Trocknungseffekt verloren geht. In praktischen Fällen wird daher der Messgaseingang erwärmt, während am Ende der
Trocknungsstrecke Raumtemperatur vorherrscht. Durch diesen Temperaturgradienten, der sich über die gesamte Trocknerlänge L erstrecken sollte, erreicht man einen optimalen Trocknungseffekt.
Gasverdünnung
Eine weitere Möglichkeit den Taupunkt des Messgases herabzusetzen besteht darin, das feuchte Messgas mit trockenem Nullgas (z.B. Stickstoff /N2 ) zu mischen. Das verdünnte Messgas hat dann einen enstprechend niedrigeren Taupunkt. In Abb.13 ist der prinzipielle Mischungsvorgang dargestellt. Da das verdünnte Messgas dem Gasanalysegerät zugeführt wird, müssen die Teilströme bekannt sein und während der Messung auch konstant bleiben. Die relative Feuchte nach dem Mischungsvorgang hängt, wie die anderen Gaskonzentrationen, von dem Mischungsverhältnis R ab.
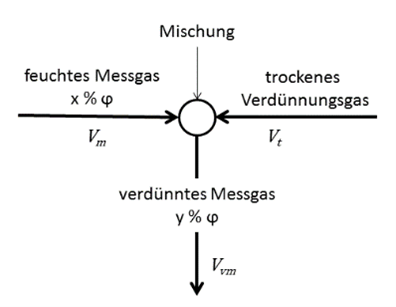
Abb. 13 : Mischung eines feuchten Messgases mit einem trockenen Nullgas (Verdünnungsgas) zur Herabsetzung des Taupunktes.
Um eine Taupunktunterschreitung effektiv zu verhindern, muss der Taupunkt des verdünnten Messgases unterhalb der Umgebungstemperatur liegen. In Abb. 14 ist anhand eines Beispiels der Einfluss des Verdünnungsfaktors R dargestellt. Das Messgas hat in diesem Beispiel eine Wasserdampfkonzentration von 30 Vol.-%, was einem Taupunkt von TTP ≈70°C entspricht. Eine Verdünnung um den Faktor R=13 führt dann zu einer Wasserdampfkonzentration von 2,3 Vol.-% (→pD≈23hPa). Nach der Magnus-Formel ergibt dieser Dampfdruck eine Sättigungstemperatur von TS=20°C. In praktischen Fällen wählt man einen Verdünnungsgrad R > 30, um eine sichere Unterschreitung des Taupunktes, wie bei einem Messgaskühler (TTP=5°C), zu erzielen.
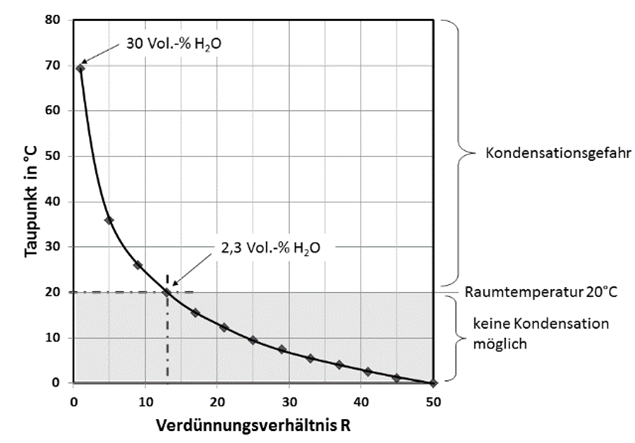
Abb. 14 : Beispiel für den Einfluss des Verdünnungsgrades auf den Taupunkt des verdünnten Messgases.
Um eine Kondensation zu verhindern, muss dieser Verdünnungsvorgang also möglichst nahe an der Entnahmestelle durchgeführt werden. Der Verdünnungsaufbau wird daher zumeist direkt in der Entnahmesonde platziert.
Messgaspumpen
Die Gasförderung lässt sich auf verschiedenen Wegen realisieren und ist ein zentraler Bestandteil von Gasmesssystemen. Als Gaspumpe werden in der Regel Membranpumpen eingesetzt, die mit unterschiedlichen Membranmaterialien zur Verfügung stehen. Alternativ werden auch sogenannte Pendelkolben-Pumpen genutzt, die einen ähnlichen Aufbau haben. In Abb. 15 sind beide Pumpentypen dargestellt. Ein Elektromotor treibt über einen Exenter eine Kolbenstange an, die den Pendelkolben bzw. die Membrane in eine Taumelbewegung versetzt. Bewegt sich die Kolbenstange nach unten, wird das Gas über den Stutzen angesaugt und das Kammervolumen füllt sich mit dem Messgas. Nach einer halben Umdrehung (180°) des Motors bewegt sich der Kolben bzw. die Membrane nach oben und das linke Ventil schließt sich, so dass das Gas dann über das rechte Ventil ausströmt. Pro Umdrehung gibt es also einen Saug- und einen Pumpzyklus. Das Gas wird also nicht kontinuierlich gefördert, sondern in einzelnen Paketen transportiert. Diese Pumpenhübe können das Messergebnis in dem Gasmessgerät stören, da es unweigerlich zu Druckstößen im System kommt. Einige Pumpenhersteller bieten daher Pumpen mit zwei Pumpenköpfen an, die 180° phasenversetzt arbeiten und somit eine deutliche Reduzierung der Druckschwankungen der einzelnen Pumpenhübe haben. Der Gasstrom wird dann nahezu kontinuierlich gefördert, da das Paket aus Pumpe 2 sofort nach dem Paket aus Pumpe 1 geliefert wird. Voraussetzung ist allerdings, dass die beiden Pumpenköpfe parallel geschaltet sind. Die Parallelschaltung führt auch zu einer höheren Durchflussrate, da jeder Kolben für sich die gleiche Pumpleistung aufweist und sich diese dann im Ausgang addieren. Die beiden Pumpenköpfe können aber auch seriell betrieben werden. Die Reihenschaltung führt zu einem höheren Druck im Vergleich zu einem Pumpenkopf, da der zweite Pumpenkopf das Gas aus dem ersten Pumpenkopf nochmals verdichtet. Die Pumpleistung (Durchflussrate) bleibt hingegen konstant. Diese Schaltung wird daher auch für den Vakuumbetrieb bevorzugt.
Für extrem korrosive Gase gibt es Metallfaltenbalk-Pumpen , die allerdings nur in seltenen Fällen zum Einsatz kommen.
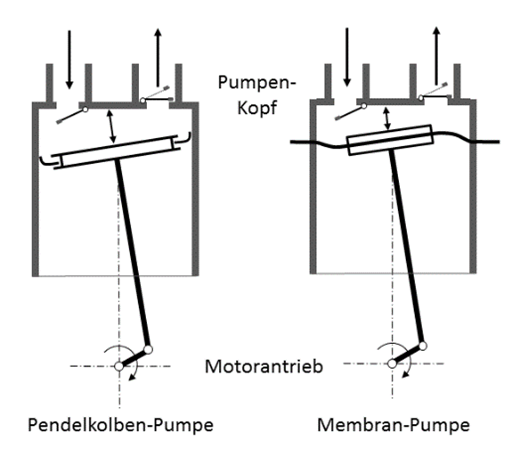
Abb. 15 : Prinzipieller Aufbau von Pendelkolbenpumpen und Membranpumpen.
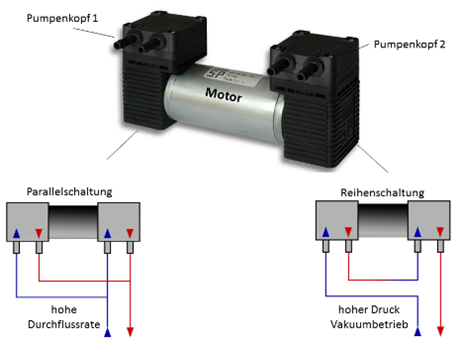
Abb. 16: Tandempumpe mit zwei Pumpenköpfen (Quelle: Schwarzer Precision GmbH, Essen)
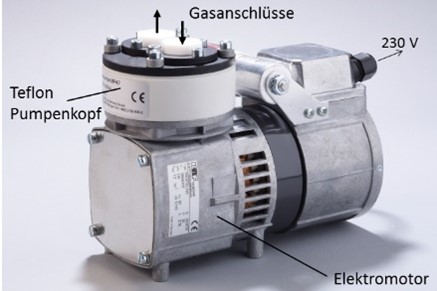
Abb. 17: Messgaspumpe Typ MP47 230V für hohe Durchflussraten bis 6L/min. (Quelle: M&C TechGroup GmbH Ratingen).
Peristaltische Pumpe (Schlauchpumpe)
Schlauchpumpen werden hauptsächlich zum Abpumpen von Kondensat in Gasmesssystemen eingesetzt. Der Pumpvorgang wird in diesem Fall direkt mit einem Schlauch durchgeführt, indem vier Rollen, die über einen Motor angetrieben werden, ein Probenvolumen durch den Schlauch quetschen. Die vier Rollen sind in sich auch noch drehbar gelagert, so dass nach dem ersten Kontakt mit dem Schlauch ein bestimmtes Volumen eingeschlossen wird. Dieses Volumen wird dann 360° (volle Umdrehung) weitergeleitet und am Ausgang herausgefördert. Diese Pumpenart arbeitet ohne Ventile und ist somit sehr robust. Das Schlauchmaterial muss allerdings von Zeit zu Zeit ausgetauscht werden, da es nach einer bestimmten Betriebsdauer ermüdet und dann ggf. auch undicht wird.
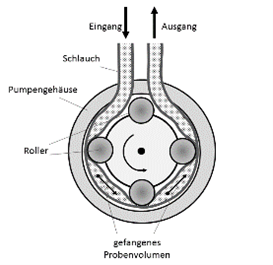

Abb. 18: Prinzipielle Wirkungsweise einer peristaltischen Pumpe (links) sowie einer kommerziellen Ausführungsform (rechts) für den Einsatz in Kühlaggregaten zur Kondensatförderung (Quelle: M&C TechGroup GmbH Ratingen).
Durchflusskontrolle
Der Durchfluss des Messgases wird mit einem nachgeschalteten Durchflussmesser kontrolliert, bevor es dann in den Gasanalysator eingeleitet wird. Als Durchflussmesser werden bevorzugt mechanische Schwebekörper eingesetzt, da diese sehr zuverlässig arbeiten und bereits eine optische Anzeige (Höhe des Schwebekörpers im Rohr) haben. Der Durchfluss wird mit einem Nadelventil begrenzt, das zumeist direkt in dem Durchflussmesser integriert ist. In Abb. 19 ist eine solche Kontrolleinheit dargestellt. Der Ausfall der Pumpe kann z.B. zusätzlich mit einer Durchflusskontrolle überwacht werden, indem man die Position des Schwebekörpers mit einer Lichtschranke oder einem induktiven Sensor erfasst.
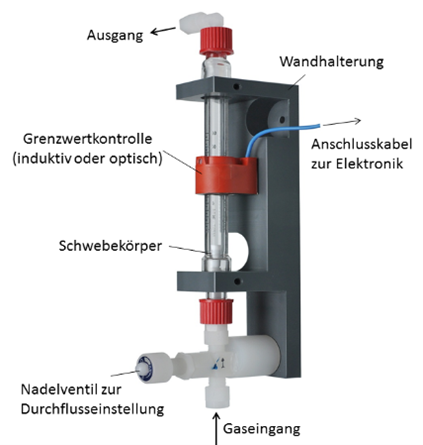
Abb. 19 : Durchflussmesser mit einem Schwebekörper zur Kontrolle der Beströmung eines Gasanalysators. Der Durchfluss lässt sich direkt mit einem Nadelventil einstellen. Ein Abfall der Beströmung führt zu einem Absinken des Schwebekörpers, was mit einer optischen oder induktiven Grenzwertkontrolle überwacht wird (Quelle: APM-Technik GmbH, Korschenbroich).
Gasfilterung
In den meisten zu überwachenden Prozessen befinden sich neben den Gasbestandteilen auch noch mehr oder weniger viele Partikel, Staub, Ruß usw.. Diese Stoffe müssen vor der Gasmessung entfernt werden, da sie ggf. die Messung stören könnten. Insbesondere die optischen Messverfahren reagieren sehr empfindlich auf Verschmutzungen. Die störenden Partikel werden daher durch entsprechende Filterelemente abgeschieden und nur das gereinigte Messgas gelangt zu dem jeweiligen Gasanalysator. Grundsätzlich unterscheidet man zwischen Tiefenfilter und Oberflächenfilter, die unterschiedliche Filtereigenschaften aufweisen.
Tiefenfilter bestehen zumeist aus einem porösen Werkstoff, der gasdurchlässig ist, in dem sich aber die unerwünschten Partikel festsetzen können (s. Abb. 20a). Als Werkstoffe werden für diese Filterelemente z.B. Sintermetall (Messing/Edelstahl), Keramik, Glas, Kunststoff und Papier eingesetzt. Ob sich die unterschiedlichen Partikel in dem Filter abscheiden, hängt von der Partikelgröße, der Porengröße des Filtermediums und der Filterdicke ab.
Bei einem Oberflächenfilter besteht das Filterelement zumeist aus einer dünnen Membrane (z.B. Teflon) oder einem Kompositwerkstoff (Gewebe und Kunststoffbeschichtung) ähnlich dem GoreTex Werkstoff (s. Abb. 20b). Die Porengröße ist bei solchen Membranen sehr gering, so dass diese Filtermaterialien zumeist für sehr kleine Partikel eingesetzt werden. Weiterhin setzen sich die Partikel direkt an der Oberfläche ab und und dringen nicht in das Material ein.
Auf der Oberfläche bildet sich daher ein sogenannter Filterkuchen, der den weiteren Gasdurchgang versperrt und in einem Durchflusssystem für einen Druckanstieg sorgt. Die Aufnahmefähigkeit dieser Oberflächenfilter ist daher, im Vergleich zu einem Tiefenfilter, sehr gering. Der Einsatz dieser Filtertypen wird zumeist nur für die Feinfilterung oder als Sicherheitsfilter genutzt.
Tiefenfilter haben hingegen eine sehr hohe Aufnahmekapazität, da die Partikel tief in das Filtermaterial eindringen können. Feine Partikel bewegen sich dabei bis in die unteren Schichten des Filters, während die großen Partikel an der Oberfläche oder direkt darunter von dem Filtermaterial eingefangen werden. Ganz feine Partikel können aber durchaus das Filterelement passieren und werden dann in einer zweiten Filterstufe, die z.B. aus einem Oberflächenfilter besteht, gebunden.
In Abb. 21 ist ein typischer Aufbau eines Tiefenfilters dargestellt. Das zu reinigende Messgas gelangt in diesem Fall von außen durch das Filterelement und durchdringt das komplette Filtervolumen. Die äußere Umhüllung des Filtergehäuses wird zumeist aus einem durchsichtigen Material (Glas oder Kunststoff) hergestellt, so dass man von außen auch den Verschmutzungsgrad der Filterpatrone erkennen kann. In Abb. 22 ist ein solcher Filteraufbau als Teil einer Gasaufbereitungseinheit dargestellt.
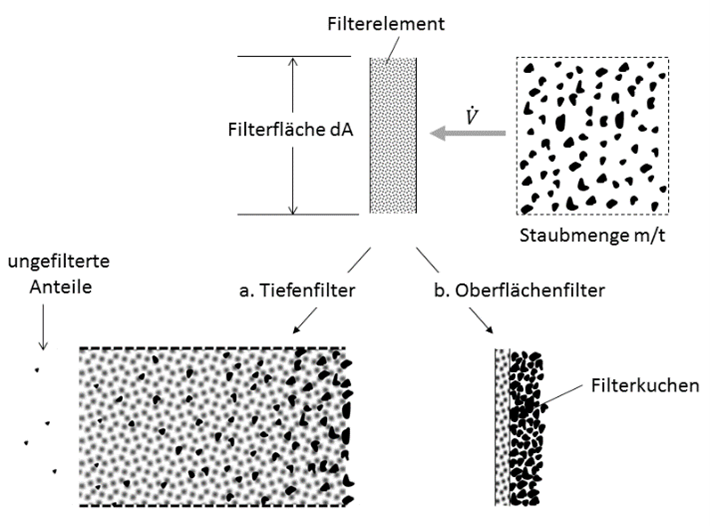
Abb. 20 : Wirkungsweise eines Tiefenfilters (a.) und eines Oberflächenfilters (b.) im Vergleich
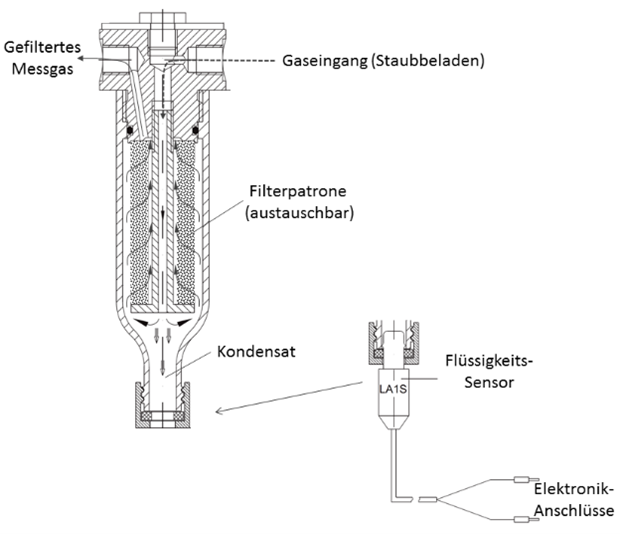
Abb. 21: Querschnitt durch einen Filteraufbau mit einer austauschbaren Filterpatrone (Tiefenfilter). Das Filterelement wird von außen nach innen durchströmt. Ein möglicher Kondensatanfall sammelt sich dann im unteren Teil des Filteraufbaues und kann optional durch einen Flüssigkeitssensor (→Leitfähigkeitsmessung) elektronisch detektiert werden (Quelle: M&C TechGroup GmbH Ratingen).
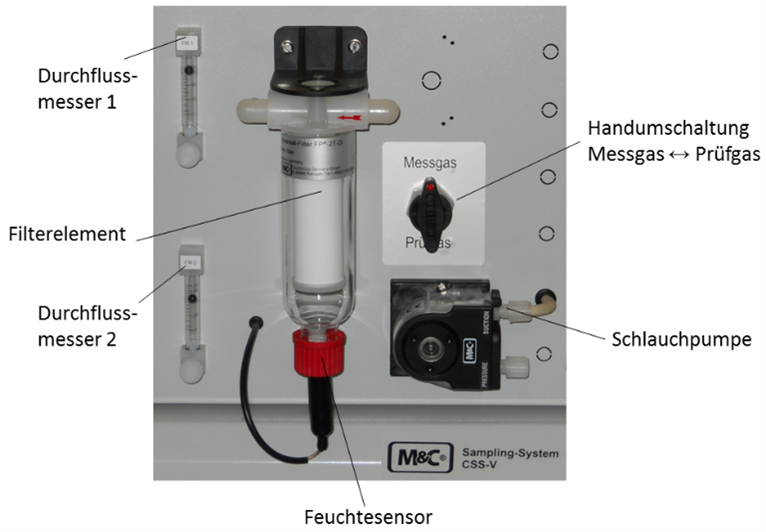
Abb. 22: Teilansicht einer Probenaufbereitungseinheit (Sampling-System CSS-V) mit einem integrierten Filteraufbau nach Abb. 21 (Quelle: M&C TechGroup GmbH Ratingen).
Gasabsorber
Neben dem Herausfiltern von partikelförmigen Begleitstoffen werden in der Gasmesstechnik auch Gasabsorber eingesetzt, die bestimmte gasförmige Stoffe aus dem zu analysierenden Messgas entfernen. Diese Maßnahme wird z.B. dann eingesetzt, wenn Querempfindlichkeiten durch Begleitkomponenten reduziert werden sollen oder wenn unerwünschte Stoffe aus dem Nullgas (z.B. Pressluft) entfernt werden müssen. Eine Auswahl der möglichen Absorberstoffe sind in der Tabelle 1 aufgelistet.
Tabelle 1: Gängige Absorbermaterialen für die Gasanalyse
| Absorptionsmittel | absorbierte Gase |
|---|---|
| Aktivkohle | Öl- und Lösungsmitteldämpfe |
| Stuttgarter Masse | Aerosole |
| Kieselgel | Wasserdampf |
| Kalziumhydoxid | CO2 |
| Natronkalk | CO2 |
| Purafil II | SO2, SO3, NH3, CS2, H2S |
| Jod-Kohle | Quecksilberdampf (Hg) |
Einer der wichtigsten Stoffe ist die Aktivkohle, mit der sich viele organische Stoffe wirkungsvoll binden lassen. Insbesondere wird Aktivkohle eingesetzt, um Öldämpfe oder Lösungsmittel aus Kompressoren herauszufiltern. Diese Vorkehrung wird insbesondere bei der Verwendung von Pressluft in der Gasanalyse vorgenommen. In Abb.23 ist der Aufbau einer solchen Filtereinheit dargestellt. Das Absorbermaterial liegt zumeist als Granulat (1-5mm) vor und wird in eine Glasröhre eingefüllt. Die Enden werden mit einer Filterwatte abgedichtet, damit das Granulat nicht in den Gasstrom gelangt
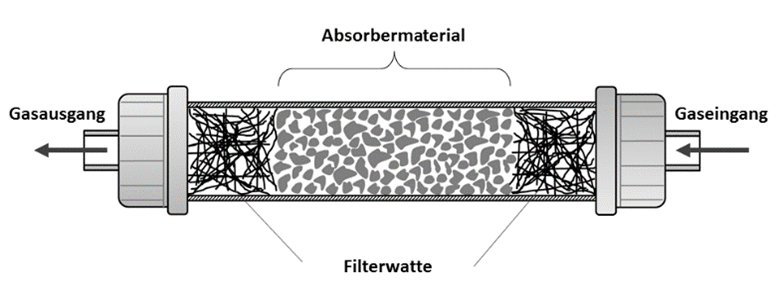
Abb. 23: Anordnung eines Gasabsorbers in einer Filtereinheit. Das körnige Absorbermaterial wird durch die Filterwatte an beiden Enden positioniert. Die Beströmung erfolgt von einer Seite aus durch die Anordnung. Die Strömungsrichtung ist nicht relevant.
Ein weit verbreitetes Absorbermaterial ist Kalziumhydroxid und Natronkalk, das auch als Atemkalk bezeichnet wird. Atemkalk dient in Narkosegeräten und in Kreislauftauchgeräten (Rebreather oder Tauchretter) zur Bindung von in der Ausatemluft enthaltenem Kohlendioxid, um den schädlichen Wirkungen eines zu hohen CO2-Gehalts in der eingeatmeten Luft vorzubeugen. Atemkalk wird auch in der Raumfahrt benutzt. In der Medizin und beim Tauchen wird eine Mischung aus Kalziumhydroxid Ca(OH)2 und Natriumhydroxid NaOH verwendet.
Während der gesamten Reaktion findet eine permanente Erneuerung der Reaktionsstoffe Wasser und Natriumhydroxid statt. Nur Kalziumhydroxid verbraucht sich und wird zu chemisch inaktivem Kalk (Kalziumkarbonat CaCO3) umgewandelt. Theoretisch kann also 1kg Atemkalk bei 20°C Umgebungstemperatur 225 Liter CO2 binden. In der Praxis hängt diese Bindungsfähigkeit jedoch stark von der Temperatur ab. Tatsächlich nimmt die Bindungsfähigkeit mit sinkender Temperatur stetig ab, so dass sie bei 1,5°C unter 50% liegt. Deshalb wird von den Herstellern des Atemkalks eine wesentlich geringere Bindungsfähigkeit angegeben. Durchschnittliche Absorber können 10–15 Liter pro 100 g absorbieren. Der optimale Granulat-Querschnitt liegt bei 2,5 mm. Dem Atemkalk ist ein pH-Indikator beigemischt, der bei niedrigem pH-Wert seine Farbe von weiß nach violett ändert und damit anzeigt, dass der Absorber verbraucht ist,
Analysensysteme
Im Gegensatz zu Einzelgeräten bestehen Analysensysteme zumeist aus mehreren Gasanalysatoren mit einer entsprechenden Peripherie. Ein wesentlicher Teil dieser Peripherie ist die Messgasaufbereitung und die Probennahme. Neben den eigentlichen Gasmessgrößen (Konzentrationswerte c1, c2,…cn) werden in einem Analysensystem auch noch weitere Hilfsgrößen wie Druck, Temperatur, Durchfluss, Gasleckage, usw. erfasst und verarbeitet. Zu diesem Zweck befindet sich in einem Analysensystem auch eine Steuereinheit, die für den sicheren Betrieb der gesamten Anlage erforderlich ist. In Abb. 24 ist ein Blockschaltbild eines typischen Analysensystems dargestellt. Die einzelnen Module und Geräte werden entweder in einem Schaltschrank untergebracht oder auf eine Platte montiert und an der Wand befestigt. Schrankaufbauten findet man häufig in der Abgasanalyse (Emissionsmesstechnik in Kraftwerken oder in der Automobilindustrie), während die Wandmontage in der chemischen Verfahrenstechnik und der Petrochemie/Erdgas zum Einsatz kommt.
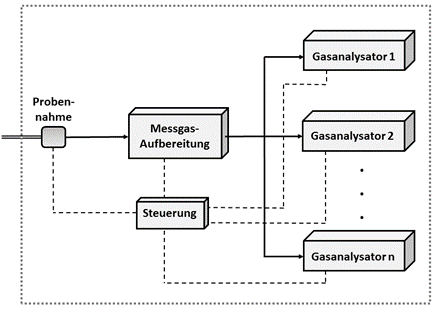
Abb. 24: Prinzipielle Anordnung der Module und Geräte eines Gasanalysesystems
Die Gasaufbereitung wird in Analysensystemen zumeist auch in komplett eigenständigen Modulen verbaut. Das hat den Vorteil, dass diese Module separat gefertigt werden können und im Bedarfsfall auch austauschbar sind. In Abb. 25 ist eine solche Einheit dargestellt, die aus einem Messgaskühler, Staubfilter, Durchflussmesser usw. besteht. Die Komponenten sind auf einer Montageplatte aufgebaut und können während des Betriebseinsatzes relativ leicht überprüft und auch ausgetauscht werden.
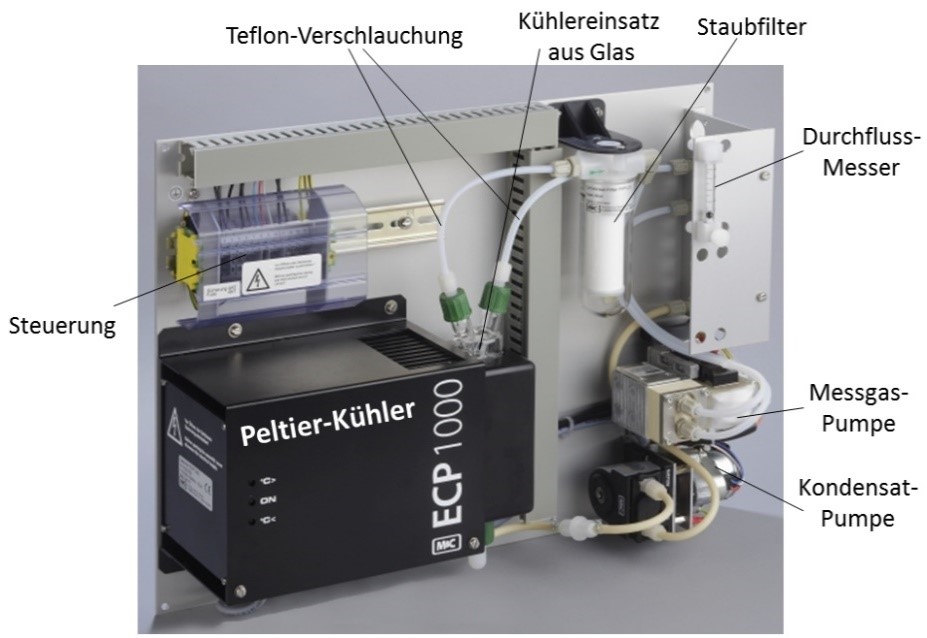
Abb. 25: Messgasaufbereitung auf einer Montageplatte (Quelle M&C Products GmbH Ratingen)
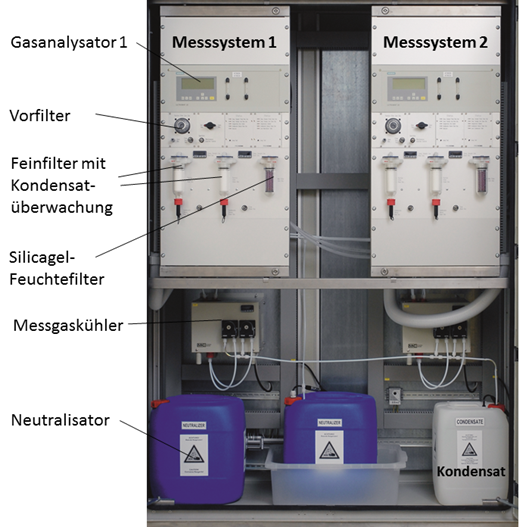
Abb.26 : Beispiel für ein Analysensystem mit zwei identischen Messpfaden. Im oberen Teil befindet sich der jeweilige Gasanalysator, während sich darunter die Gasaufbereitung mit den unterschiedlichen Filterstufen und der Steuereinheit befindet. Die Messgaskühler sind ganz unten platziert, damit das Kondensat von dort aus direkt in den Kondensat -Sammelbehälter abfließen kann. Der Neutralisator dient zur Umwandlung des Kondenswassers. Der gesamte Aufbau befindet sich in einem Schaltschrank. (Quelle: Pronova Analysentechnik GmbH & Co. KG, Berlin)
1 Bedienungsanleitung Elektro-Gaskühler Serie ECP ®Version ECP 1000/2000/3000 M&C TechGroup GmbH Ratingen
2 Warenzeichen der Firma E.I. DuPont
3 Druckschrift Perma Pure Messgastrockner 97/05 D 9C ansyco GmbH Karlsruhe